18
Sovol SV06 stringing issue
(discuss.tchncs.de)
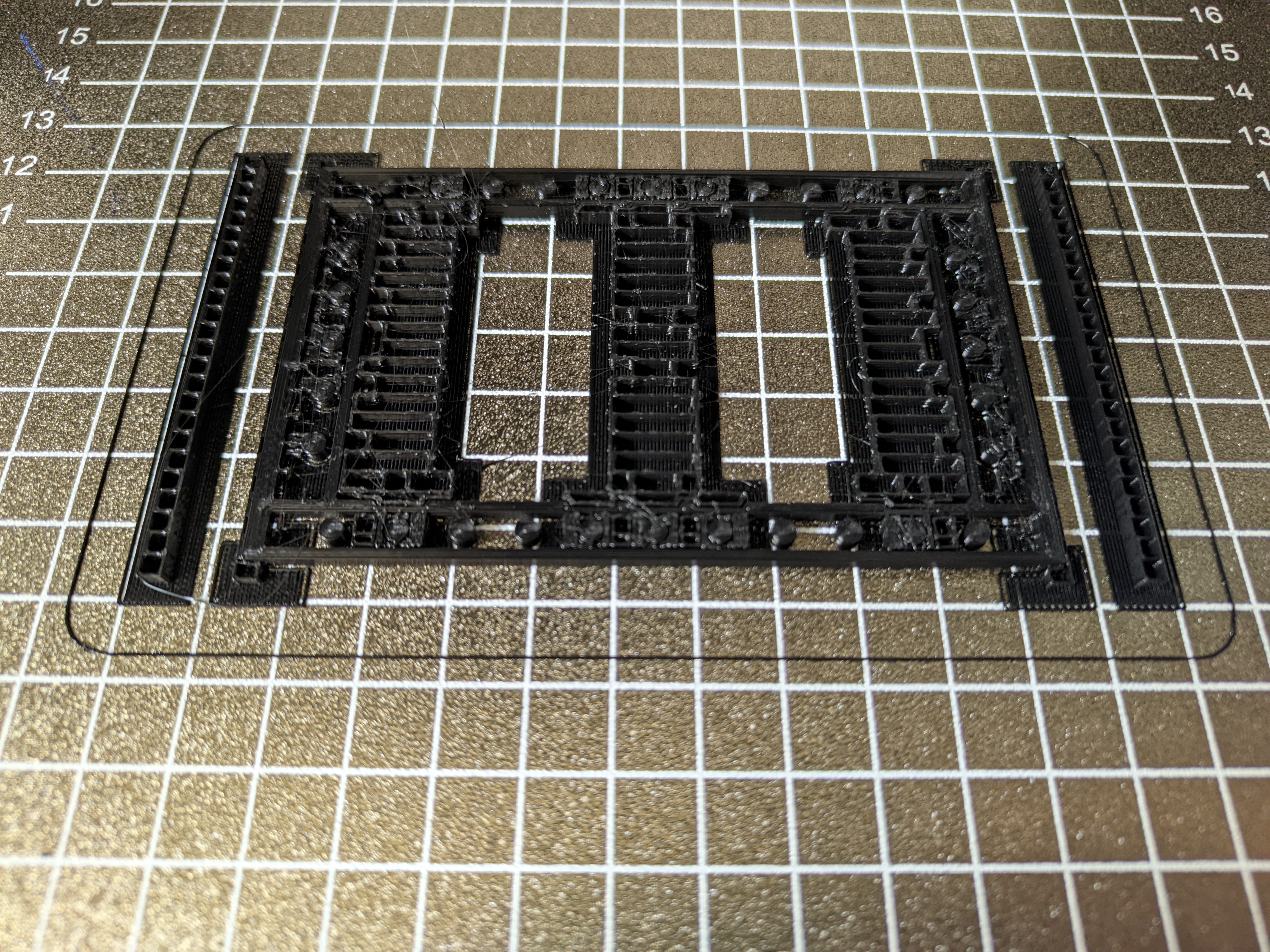
I would really appreciate it if someone could help me with this. I'm having an issue with my Sovol SV06, which is that I get a lot of stringing. I'm still fairly new to 3D printing, so I have no idea what could cause this and how I could go about fixing this. I already searched for this issue online btw but didn't really find anything helpful.
The only change I made to this printer is that I hooked up a Raspberry Pi 4 to it and installed Klipper and Octoprint. I'm also using PrusaSlicer with the config from here.
Edit: Forgot to mention I was using PLA for this print
Are you printing with PLA or PETG?
I dealt with my stringing issue by enabling "Wipe-on-retract", and "ramped lift", allowing any oozing material from the nozzle after retraction to get wiped off.
Dialed in slicer settings for PLA first since it's usually an easier material to print with, then changed a few things for PETG, like increasing the travel speed to break the stringing faster.
I'm using PLA. I could try enabling those settings but it seems more like a workaround, it would be better to find out what the underlying issue is. I also don't really know how to dial in the settings for the filament, I don't know what effect the settings have and I don't wanna waste a ton of material just randomly changing values.
Retraction settings are probably your best bet then. Since the SV06 doesn't use a bowden extruder, there's much less things that could be the issue in your scenario thankfully
To be specific about my "workaround", it compensates for a non-flat build plate (ramped lift) and a cheap nozzle that filament often sticks to (wipe on retract). It took me two days of test prints and research to narrow those down though...
To get to the bottom of your issue quickly, you could try tuning your retraction using a retraction test, then possibly try recording the nozzle printing the same test at 60/120fps, to play it back in slow motion. This way you can see at what part of the nozzle movement the stringing starts, and change any relevant settings accordingly
I activated both
ramped liftandwipe on retractbut it didn't help. I could do that with the video but I'm not sure how that would help me, the stringing clearly starts as soon as the nozzle moves away. I could also do a retraction test but the retraction settings Sovol themselves recommend should work fine, my printer isn't somehow different, after all. I even halfed the retraction speed and activated those settings I was talking about at the beginning.