18
Sovol SV06 stringing issue
(discuss.tchncs.de)
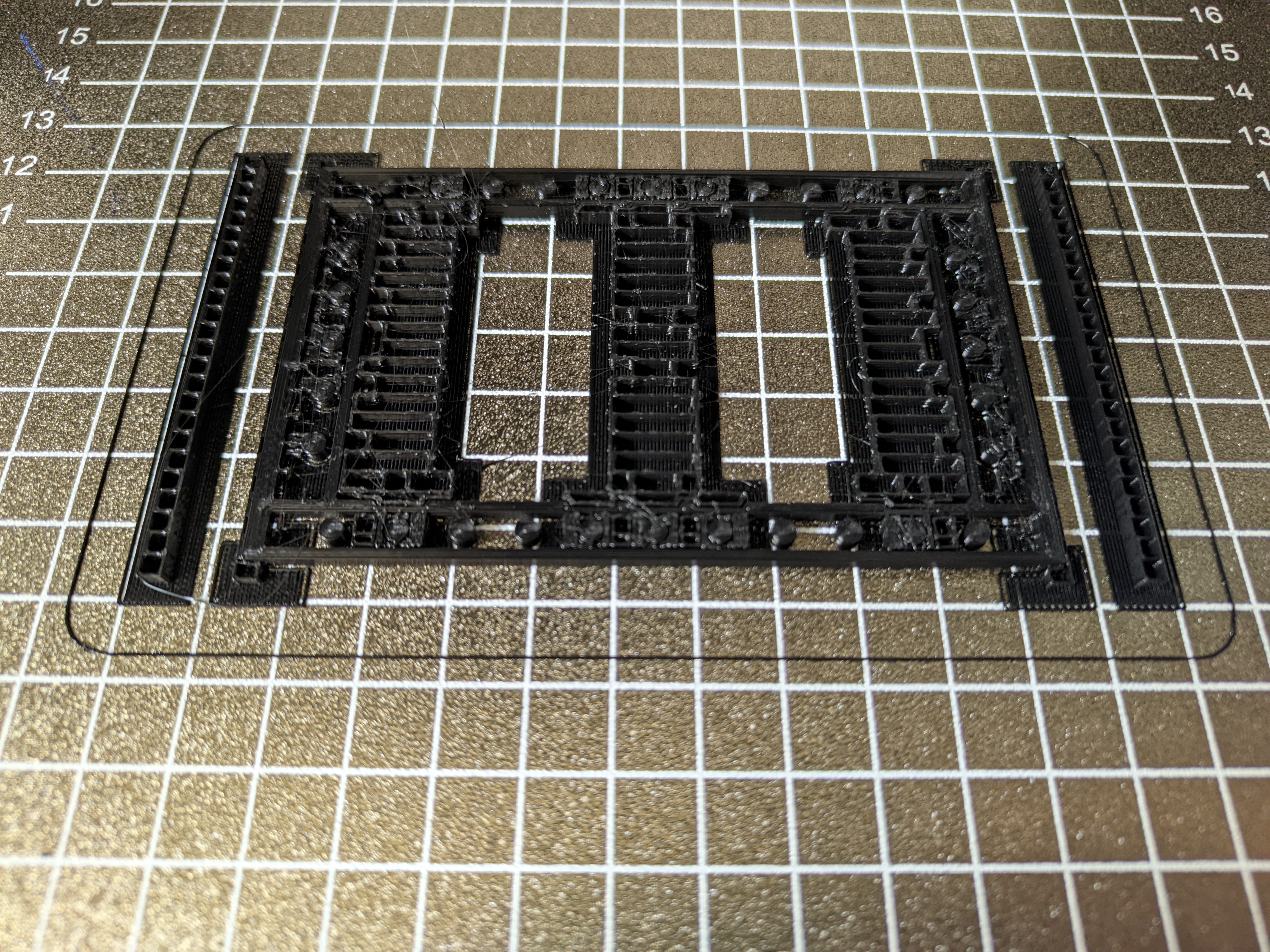
I would really appreciate it if someone could help me with this. I'm having an issue with my Sovol SV06, which is that I get a lot of stringing. I'm still fairly new to 3D printing, so I have no idea what could cause this and how I could go about fixing this. I already searched for this issue online btw but didn't really find anything helpful.
The only change I made to this printer is that I hooked up a Raspberry Pi 4 to it and installed Klipper and Octoprint. I'm also using PrusaSlicer with the config from here.
Edit: Forgot to mention I was using PLA for this print